La dématérialisation des opérations de production
En tant qu’industriel, vous savez où sont vos gains d’argent : dans l’atelier. Et comme la plupart des industriels, vous savez aussi que l’atelier est la prochaine étape dans la quête du lean.
Dans un rapport intitulé “Bridging the ERP and Shop Floor Divide”, le groupe Aberdeen insiste sur la problématique de l’absence d’échanges entre la GPAO (ERP), d’une part, et la chasse aux pertes de performance dans l’atelier, d’autre part.
Pourquoi digitaliser les données de production ?
L’industriel dispose d’un côté d’un système de gestion (ERP / GPAO) et de l’autre côté des moyens de production (machines, opérateurs). Comment faire communiquer les deux ?
Solution 1 : les opérateurs renseignent des formulaires papiers sur les conditions de fabrication (temps, quantité, lot, …), ces formulaires sont ressaisis sous Excel ou directement sur le système de gestion, puis repris pour analyse. Bilan : le temps passé pour la saisie, la ressaisie, la consolidation des données, … est souvent très long, très coûteux pour un résultat souvent décevant, car basé sur des données assez peu fiables.
Solution 2 : mettre en place une solution d’échanges automatiques de données entre les deux, permettant de collecter les informations à la source, de les consolider pour une analyse temps réel et de les transmettre à la gestion : ce système s’appelle le MES.
Automatiser la collecte de donnée :
Dans l’atelier, vous avez souvent pu observer que les données de production sont collectées et retranscrites manuellement sur des tableaux et des courbes papiers. Ces données sont ensuite ressaisies ou transférées à de multiples bases de données qui ne sont pas connectées entre elles (fichier excel, outil de reporting, système d’information intégré, …).
Très souvent, les données sont utilisables après que ce soit nécessaire, ce qui n’est pas sans créer des situations problématiques !
La collecte de données est en temps réel grâce à la remontée d’informations opérée par les équipements de production et les opérateurs. Ces informations sont digitalisées, stockées et affichées par le logiciel MES sous différentes formes (liste d’indicateurs, Pareto des arrêts, diagramme des états machines, jauges de performance, diagramme de GANT, …). Le responsable dispose de toutes les données nécessaires pour analyser sa performance et mettre en place les actions nécessaires à l’amélioration continue de l’atelier.
Alerter, supporter et guider l’opérateur :
L’opérateur est alerté, guidé et responsabilisé dans toutes ses tâches avec le logiciel MES. Il peut suivre l’avancement de sa production en temps réel (module Aquitime), qualifier un arrêt, réaliser la maintenance de premier niveau (module Aquimaint), renseigner des contrôles qualité (module Aquiqual), alerter les autres acteurs de l’atelier, consulter régulièrement sa documentation (plan, OF, outillages, procédures, …), se laisser guider pas à pas par des modes opératoires digitalisés. Il reste donc l’acteur principal et indispensable dans la production. (Usine 4.0 : que devient l’opérateur de production ?)
Libérer les équipes de production :
L’opérateur doit produire, conduire sa machine ou sa ligne, et préparer la fabrication selon des bons de travaux et un planning de travail. Il doit assurer sa production, maintenir son poste et atteindre les résultats attendus.
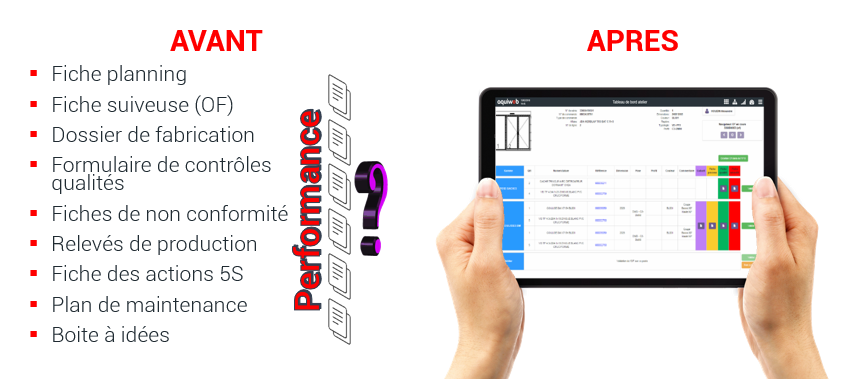
Au fil des années, des fiches ou des dossiers papiers ont été mis en place : le planning (module Aquiordo), les OFs, la documentation (module Aquidoc), les contrôles, le suivi des temps, les quantités, le 5S, la maintenance de niveau 1, relevé des matières (module Aquitraça), … ils se sont tous accumulés transformant petit à petit (sans doute en exagérant) l’opérateur en assistant administratif !
Le logiciel MES libère les équipes de production de la « paperasse » toujours plus nombreuse et plus lourde, pour supprimer les saisies et doubles saisies, limiter les erreurs et surtout supprimer le temps perdu à les corriger.
Pérenniser les démarches d’amélioration continue :
Le logiciel MES participe directement au projet d’amélioration continue d’un industriel et met en place des indicateurs et des outils consultés et utilisés par les acteurs de l’atelier (opérateur, régleur, responsable…).
Avec le MES, l’opérateur peut déclarer ses actions 5S réalisées, porter un premier diagnostic pour une maintenance curative, réaliser une maintenance de premier niveau, suivre un indicateur SMED lors d’un changement d’outil, informer l’équipe en utilisant le journal de bord.
Le manager dispose de toutes les données de production en temps réel avec des indicateurs de performance. Il anime les AIC sur des écrans d’affichage dynamique, en incluant le management visuel. Il dispose de tous les tableaux de bord nécessaires pour mettre en place un plan d’actions hebdomadaires. Il suit l’ensemble des actions avec l’outil PDCA intégré au logiciel.
Le logiciel MES nourrit le big data en temps réel
Avec le logiciel MES, toutes les données sont digitalisées et stockées sur un serveur commun à l’entreprise. L’objectif est d’avoir la bonne information, au bon moment et à disposition du bon interlocuteur.
Suite au stockage sur le serveur, les collaborateurs ont accès à l’historique de production, à la généalogie du process pour créer des PV dématérialisés, à la fréquence des maintenances réalisées pour planifier des maintenances préventives et périodiques. Toutes ces informations vont remonter directement à l’ERP pour permettre le pilotage stratégique de l’usine de production.
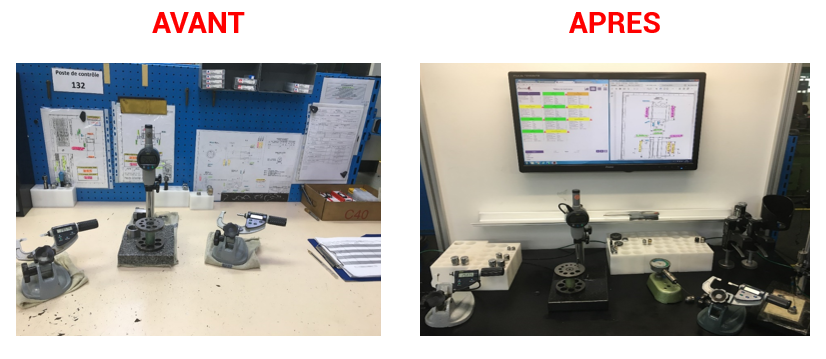
Finalement, on retrouve une évolution considérable entre AVANT et APRES l’intégration d’un logiciel MES.
Concrètement, à quoi ressemble un atelier avec le logiciel MES ?
Pour aller plus loin…

Etudes de cas
Retrouvez toutes les études de cas de nos clients industriels :